傾斜切削の方法と原理
分析用前処理装置

サンプルの準備
サンプルは3mm程度にカットし、直接ステージの上やスライドガラスの上に貼り付け固定します。傾斜切削に適している材料は、プラスチック、樹脂、複合材料から一部の金属、セラミックも対応が可能です。
硬い金属から柔らかい樹脂までほとんど全ての素材に対応することが可能ですが、硬い材質と柔らかい材質が交互に層構造を持っているような場合等、サンプルの形状・材質・傾斜切削条件などをお聞かせいただければ、最適なソリューションを提供させていただきます。
傾斜切削方法
① シート、フィルム状のサンプルはスライドグラス等、水平固定できる下地に貼り付けて設置します。
② 刃は水平状態で、ゴニオステージを傾けます。 (傾斜角度の設定)
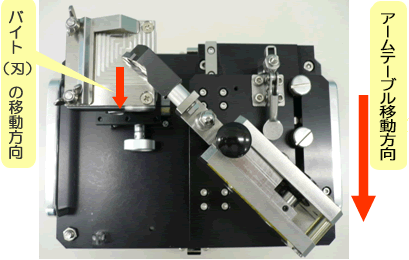
③ ゴニオステージを上げて、刃と試料を接触させ、刃を移動して傾斜切削します。
(刃を上げて元の位置に戻せば、繰り返して傾斜切削を行うことも可能です。)
サンプルのセットから位置調整、角度調整などは全て手動です。
傾斜切削はアームテーブルを手動にて水平に動かすことで順次位置を変えながら傾斜切削していきます。
切削圧はバイトホルダの自重だけになりますので安定した圧力を平均してかけることが可能です。
切削原理
傾斜切削の原理は非常にシンプルです。基本的には、刃の角度(切削角)を決めた後、刃と試料を水平に合わせゴニオステージを目標傾斜角度に設定し、アームステージを移動します。
ゴニオステージの傾斜角度は、0.2度から10度まで0.2度刻みで任意に設定することが可能です。
切削角度の可変調整
傾斜角度は0.2度から10度まで0.2度刻みで設定により、各層の厚みに対して最適な傾斜角度を選択することができ、深さ方向の各層を斜めの表面情報として生成することが可能です。得られる面積は三角関数の比として導き出すことができます
例えば0.8度で斜め切削を行った場合、 10μの層は 10(μ)/sin0.8=719(μ)となり、 約70倍の情報量となります。
ATR測定の場合などはその分だけ感度があがることになります。
切削角度の決定は実際に分析したい層の厚さを想定して決定されます。ATR測定の場合などはその分だけ感度があがることになります。
バイトの長さが5mm程度ですので、(想定の厚み)×1/Sinθがバイトの長さを超えないように傾斜角を決定する必要があります。
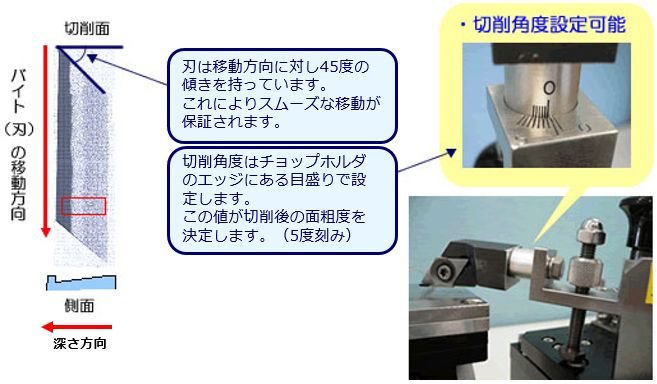
切削角度(あおり角)と切削面
切削角を可変する事により、切削面の状況(面粗さ等)が変わってきます。適正な角度に設定されていない場合、試料によって切削不可能な状態や切削面が極端に粗くなる可能性があります。
工場出荷時は下記5種類の試料を傾斜切削する場合の切削可能な角度で、且つ面粗さが極端に粗くならない範囲で調整されています。
この切削角度を基準に、対象試料に対する適正な角度を調整します。
・PC(ポリカーボネート)
・硬質PVC(硬質ポリ塩化ビニル)
・アルミ材(A5052)
・PP(ポリプロピレン)
・PEEK(ポリエーテルエーテルケトン)